
服務(wù)熱線(xiàn)
13702918602

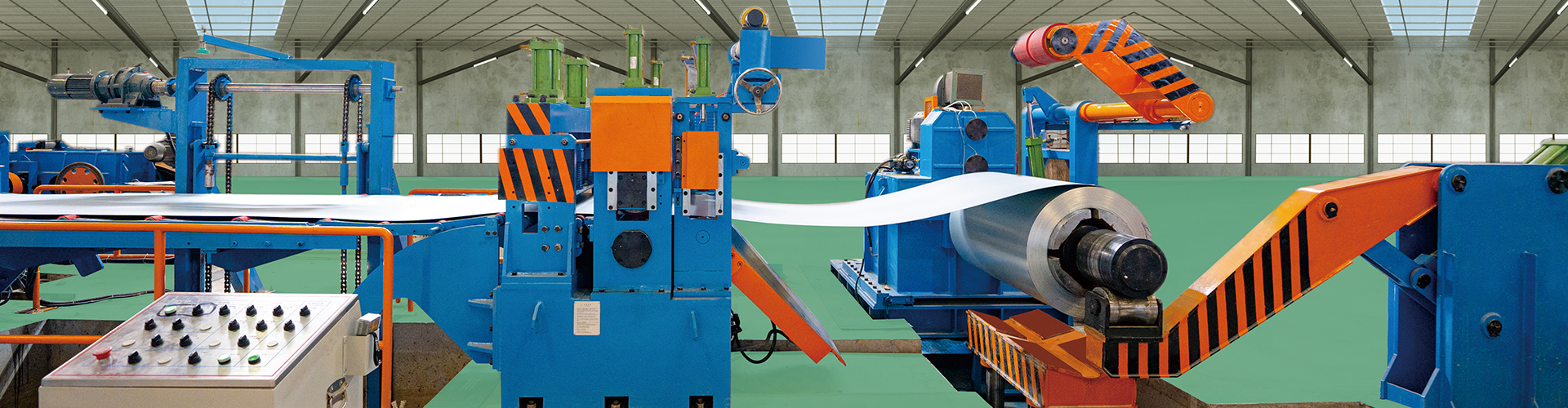
緊接著,我們要做的就是要打開(kāi)金屬分條機(jī)的電源,這個(gè)時(shí)候還不能正式的操作,要對(duì)機(jī)臺(tái)進(jìn)行試運(yùn)行試驗(yàn),再次確認(rèn)沒(méi)有故障之后再進(jìn)行工作。這時(shí),我們可以先使機(jī)臺(tái)低速密轉(zhuǎn)10-20分鐘,去人其有沒(méi)有異常的響聲,無(wú)異常時(shí)進(jìn)行下一步;這時(shí)候我們?nèi)绻枰狭系脑?huà)就要注意放在軸中心位置,然后調(diào)整放卷架光電眼位置,緊接著的話(huà)調(diào)整其靈敏度,這時(shí)要確保跟蹤穩(wěn)定并確定卷膜方向。






在分條機(jī)設(shè)備生產(chǎn)期間,由于鋼板存在有橫向翹曲的問(wèn)題,因而造成了寬度尺寸不良。這是因?yàn)樵跈M向翹曲狀態(tài)下剪斷的制品測(cè)量時(shí)比配刀設(shè)定值要大一些。
由于隨著分條機(jī)設(shè)備的生產(chǎn)運(yùn)行,其中間隔套、刀具等存在一定的配合誤差。通常情況下,間隔套、刀具等厚度精度為0.005。配刀時(shí)片數(shù)較多時(shí),累計(jì)誤差就變大。此是由于上公差設(shè)定不良。要知道,分條機(jī)剪斷的制品的寬度總比配刀的制品側(cè)尺寸略顯下公差狀態(tài)。

接下來(lái)的話(huà)就是我們?cè)凇畼I(yè)盈雄’金屬分條機(jī)開(kāi)機(jī)前,必須的對(duì)設(shè)備進(jìn)行機(jī)臺(tái)保養(yǎng),然后要求一定要按質(zhì)按量給機(jī)臺(tái)添加潤(rùn)滑脂及潤(rùn)滑油;再者的話(huà)就是我們找開(kāi)氣源時(shí),一定要先對(duì)設(shè)備中油水分離器進(jìn)行檢查,在其中放凈沉淀杯中積水,確認(rèn)其沒(méi)有漏氣在進(jìn)行下一步操作。這時(shí)候我們?nèi)绻枰狭系脑?huà)就要注意放在軸中心位置,然后調(diào)整放卷架光電眼位置,緊接著的話(huà)調(diào)整其靈敏度,這時(shí)要確保跟蹤穩(wěn)定并確定卷膜方向。

掃一掃手機(jī)網(wǎng)站







 在線(xiàn)客服
在線(xiàn)客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com